





Kiểm động lực thực tế các máy công cụ gồm những nội dung nào? Đo rung máy công cụ là đo thế nào?
Kiểm động lực thực tế các máy công cụ gồm những nội dung nào?
Nội dung kiểm động lực thực tế các máy công cụ được quy địn tại tiểu mục 6.1 Mục 6 Tiêu chuẩn quốc gia TCVN 7011-8:2013 (ISO/TR 230-8:2010) như sau:
Kiểm thực tế: Các khái niệm chung
6.1. Tổng quan
Kiểm động lực thực tế các máy công cụ thường bao gồm các điểm sau:
- Kiểm máy ở trạng thái dừng, được cố định trên bộ phận đỡ máy. Phép kiểm này bao gồm việc xác định các giá trị rung, các tần số riêng, các hình dạng mô hình của máy tại các tần số này và, nếu có thể, độ nhạy tự rung.
- Kiểm máy ở trạng thái không có chi tiết gia công nhưng các bộ phận khác đang quay hoặc đang chuyển động, để nghiên cứu các nguồn gây rung.
- Kiểm máy ở trạng thái đang gia công để xác định đặc tính cắt, độ nhạy của tự rung và chất lượng của mẫu phôi hoàn thiện (bao gồm độ chính xác kích thước, chất lượng bề mặt, vv).
Một chương trình kiểm động lực đầy đủ cho một máy công cụ có thể mất thời gian nhiều ngày và do đó rất tốn kém. Trong điều này, một số lượng lớn các phép kiểm được mô tả một cách ngắn gọn, nhưng điều này không có nghĩa là đã liệt kê đầy đủ. Người bán và người mua máy công cụ cần đạt được thỏa thuận sơ bộ về chương trình của các phép kiểm được thực hiện và lựa chọn chương trình thích hợp nhất tính đến chế độ làm việc của máy, cũng như các yêu cầu cần đáp ứng.
Các phép kiểm được mô tả dưới đây là trên cơ sở thực tế của các chuyên gia và không dùng để áp đặt như một quy trình chuẩn.
...
Theo quy định trên, việc kiểm động lực thực tế các máy công cụ gồm những nội dung sau:
- Kiểm máy ở trạng thái dừng, được cố định trên bộ phận đỡ máy. Phép kiểm này bao gồm việc xác định các giá trị rung, các tần số riêng, các hình dạng mô hình của máy tại các tần số này và, nếu có thể, độ nhạy tự rung.
- Kiểm máy ở trạng thái không có chi tiết gia công nhưng các bộ phận khác đang quay hoặc đang chuyển động, để nghiên cứu các nguồn gây rung.
- Kiểm máy ở trạng thái đang gia công để xác định đặc tính cắt, độ nhạy của tự rung và chất lượng của mẫu phôi hoàn thiện (bao gồm độ chính xác kích thước, chất lượng bề mặt, vv).
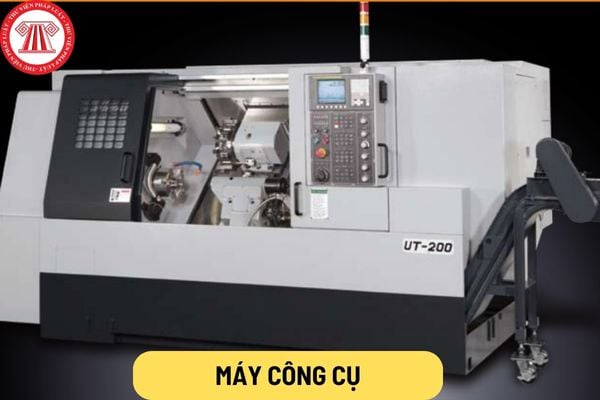
Máy công cụ (Hình từ Internet)
Đo rung máy công cụ là đo thế nào?
Khái niệm về đo rung máy công cụ được quy định tại tiểu mục 6.2 Mục 6 Tiêu chuẩn quốc gia TCVN 7011-8:2013 (ISO/TR 230-8:2010) như sau:
Kiểm thực tế: Các khái niệm chung
...
6.2. Đo các giá trị rung
Đo rung về bản chất là đo một dạng sóng, biên độ của nó có thể thay đổi theo đường có tính chu kỳ có thể dự đoán được hoặc có thể hoàn toàn ngẫu nhiên. Đối với phép đo chính xác, cần phải sử dụng các bộ chuyển đổi được hiệu chuẩn có khả năng sao chép hình vẽ (biểu diễn) của dạng sóng trên dải tần số quan tâm, và cũng đưa vào tính toán bất kỳ sai lệch nào của các bộ chuyển đổi.
Yêu cầu xử lý thêm để phân tích dạng sóng của tín hiệu rung (bằng kỹ thuật số hoặc tương tự) và đặc trưng hóa nó thành một bộ các thông số có ý nghĩa. Phương pháp đơn giản nhất là tính toán giá trị năng lượng trung bình của tín hiệu mà không tham chiếu đến phổ tần suất của nó. Đây thực chất là một phép đo "dải tần rộng".
Nhiều quy trình xử lý phức tạp cho phép dải tần số được phân chia thành một loạt các băng (band) hẹp, ở đó có thể đo được năng lượng trong từng băng. Vì chiều rộng băng trở nên hẹp hơn, nên thời gian xử lý sẽ tăng lên21).
Theo đó, đo rung máy công cụ bản chất là đo một dạng sóng, biên độ của nó có thể thay đổi theo đường có tính chu kỳ có thể dự đoán được hoặc có thể hoàn toàn ngẫu nhiên.
Kiểm kiểu máy đối với máy công cụ được quy định thế nào?
Việc kiểm kiểu máy đối với máy công cụ được quy định tại tiểu mục 6.8 Mục 6 Tiêu chuẩn quốc gia TCVN 7011-8:2013 (ISO/TR 230-8:2010) như sau:
Kiểm thực tế: Các khái niệm chung
...
6.8. Kiểm kiểu máy
Trong các trường hợp mà mức độ của kích thích rung thay đổi không đáng kể giữa các máy riêng biệt thuộc cùng một kiểu máy, chỉ cần kiểm một máy là đủ để đại diện cho kiểu máy đó.
Nói chung, rung sinh ra do quá trình gia công hoặc do sự gia tốc của các bộ phận trượt của máy liên quan đến thiết kế và kết cấu tổng thể của máy công cụ, và do đó thuộc vào loại này. Tương tự, việc nghiên cứu các kiểu và tần số riêng có thể được hoàn thành bằng kiểm cho kiểu máy.
Tuy nhiên, sự mất cân bằng của dẫn động trục chính thường là kết quả của các không hoàn hảo nhỏ trong việc chế tạo, chúng có thể khác nhau theo máy. Chính vì vậy, loại rung này không thể được đại diện một cách thỏa đáng bằng một phép kiểm cho kiểu, và do đó cần thiết phải thực hiện các phép kiểm riêng biệt cho từng máy. Tuy nhiên, một phép kiểm kiểu có thể được thực hiện để kiểm tra xem các tác động của sự mất cân bằng theo từng hướng đo có đáng kể hay không. Tương tự, sự tồn tại của rung cưỡng bức được sinh ra do bên ngoài thường là duy nhất đối với sự lắp đặt, và do đó cũng đòi hỏi một phép kiểm riêng.
Tuy nhiên, cần chú ý là nền móng có thể ảnh hưởng một cách đáng kể đến thuộc tính của từng máy riêng biệt và do đó cần tránh ảnh hưởng này khi so sánh các máy với nhau.
Như vậy, trong trường hợp mà mức độ của kích thích rung thay đổi không đáng kể giữa các máy riêng biệt thuộc cùng một kiểu máy, chỉ cần kiểm một máy là đủ để đại diện cho kiểu máy đó.







Quý khách cần hỏi thêm thông tin về có thể đặt câu hỏi tại đây.
- Thông tư 12 2024 sửa đổi 10 Thông tư về tiền lương thù lao tiền thưởng người lao động? Thông tư 12 2024 có hiệu lực khi nào?
- Kinh doanh là gì? Có thể hoạt động kinh doanh dưới hình thức doanh nghiệp mà không cần đăng ký kinh doanh hay không?
- Đơn vị sự nghiệp công lập có phát sinh nước thải sinh hoạt thì có thuộc đối tượng phải đóng phí bảo vệ môi trường?
- Thông qua Nghị quyết giảm thuế GTGT 06 tháng đầu năm 2025 ngay trong tháng 11/2024 đúng không? Công văn 12477 lập đề nghị giảm thuế GTGT thế nào?
- Mức tính tiền chậm nộp phạt vi phạm hành chính về thuế, hóa đơn là bao nhiêu? Trường hợp nào tính tiền chậm nộp vi phạm hành chính?